發布日期:2022-05-20 點擊率:56
1 .系統背景
生產型企業往往是人員密集型企業,在企業的管理中往往是比較復雜,在此類的企業中多是通過制度來管理,而在制度管理中最重要的一點就是:是否有漏洞?是否執行到位?如若不然,就達不到良好的管理效果。生產環節中的任何一點脫節或出現問題,即會造成整個生產鏈條的脫節或問題,進而影響產品質量,影響企業的品牌。那么如何管理生產鏈條中的每個點?做到100%執行?如何將先進的管理理念和管理手段結合,一直是生產型企業所一直尋找的。像5S管理,6S管理,六西格瑪管理等等,應需求而生。
本系統系根據工廠的實際需求,采用最先進的RFID技術(無線射頻技術)與工廠管理結合,對于工廠人員的考勤管理,工作區域定位管理等實現智能控制,進而使工廠的管理更加的高效、智能。
2 .系統簡介
工人每天帶著電子標簽卡進入工廠,因為該電子標簽是有源的,可以不停地向外發射信息,當工人到讀寫區以后,裝在讀寫區的讀卡器就會讀到標簽信息,讀卡器再通過網線或串口等把信號傳到電腦上,通過對照數據庫就能看到工人的詳細信息。每個讀寫區讀卡器可以設置在固定的時間間隔進行查看。在工廠的其他場所中:像房屋、道路,食堂等位置安放讀寫器。當出現信號消失、跨區域行為等行為時,中央控制室聲光報警提示,管理人員在進行處理。
3 .系統功能
3.1工人考勤管理系統
工人每天佩戴電子標簽卡上下班。該卡是較先進的無線射頻卡,卡內置ZIGBEE的無線芯片,可以與其距離在0~80米的讀卡器通訊。
上班:工人佩戴電子卡到達工廠門口,廠門口安裝有讀卡器,當員工卡到達讀卡器的識別范圍內時,讀卡器即能接受到來自員工卡的信息,讀卡器通過網線或串口線將數據傳送到管理機,管理機隨即核查該人員信息,即(**部門,**車間,**號生產線,員工基本信息等等),如確是本廠員工,則系統自動記錄至當日的入廠考勤表。員工若在系統規定的時間段超時到廠,系統則記遲到報警,一方面將該員工的ID號記錄至系統【工廠月考勤遲到早退表】,一方面在數據庫中調出該【員工月考勤表】,并記錄當日的遲到記錄。 因該卡采用較遠通訊距離的芯片,人員不用刻意的走到讀卡器邊上、或下車、或停下刷卡,且讀寫器可以同時讀取200個標簽。大大提高了進廠的效率。
下班:工人佩戴電子卡到達工廠門口,廠門口安裝有讀卡器,當員工卡到達讀卡器的識別范圍內時,讀卡器即能接受到來自員工卡的信息,讀卡器通過網線或串口線將數據傳送到管理機,系統自動記錄至當日的出廠考勤表。員工若在系統規定的時間段提前出廠,系統則記早退報警,一方面將該員工的ID號記錄至系統【工廠月考勤遲到早退表】,一方面在數據庫中調出該【員工月考勤表】,并記錄當日的早退記錄。
加班:當工廠生產需要員工加班時,可以由車間主任向負責考勤的部門反饋,修改或增刪系統的設置。
其他情況離廠: 當員工有特殊情況需要離廠時,須有車間主任或生產線組組長向負責考勤的部門反饋,管理人員即可對系統進行備注,標注原因。
3.2工人工作場區管理系統
3.2.1 工作場區概述
每一位職工分發一個電子標簽,標簽內存儲能夠唯一標識此職工的唯一ID號,還可存儲職工的簡單情況:姓名,職稱,工種,聯系方式,所屬部門等;其他更為詳細信息可存儲在與此ID號對應的后臺數據庫內,供管理人員查詢訪問。
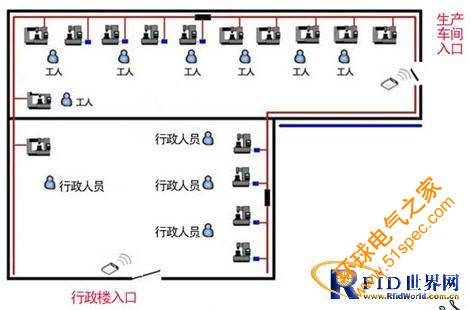
工廠內部分為行政辦公樓和生廠車間區,在兩個工作區域的進入門口處安裝有源讀卡器,用來讀取標簽信息。
因為員工標簽是有源的,時時都在發送信號,每位戴有標簽的員工在進入自己的工作范圍時,讀卡器讀取標簽內容。
當讀卡器讀取到信息后,將數據通過通訊接口發送到系統上位機,與上位機里此職工的信息對比:若職工的信息和后臺數據庫里的信息匹配即可順利進入;如果該職工不屬于此工作區域,即信息不匹配,那么讀卡器在讀到此信號后會發生報警提示(報警方式為:1,在在管理系統的界面上提示 2,有管理系統控制現場的聲光報警裝置)。告訴管理人員該職工不屬于此工作區域,屬于非法進入,可采取相應措施。
3.2.2 車間工序權限(此功能是選配功能)
在工廠車間區域,各個生產流水線上分為不同的生產工序,例如生產線1分為:工序A,工序B,…,工序X等。同樣在每個工序車間門口安裝固定讀卡器,設定職工的進入權限,例如工序A車間的職工不得擅自進入工序B車間。
當有職工進入時,讀卡器讀取員工卡信息,發送給管理機,查詢此員工的信息,并進行對比,若信息匹配,職工可順利通過;若讀卡器讀取信息不匹配,同樣發生報警提示非法進入,提醒相關管理人員處理。
各個工序上都安裝有固定式讀卡器,在上各個工序前,工序負責人將先將自己的 電子標簽卡在固定式讀卡器上刷一下,然后再把產品上的標簽在讀卡器上刷取,讀卡器分別獲得員工卡和產品標簽的相關信息;
進入某個工序后,工人執行該工序,當任務完成時,工序負責人再將產品標簽在讀卡器上讀取,表示已完成該工序,并且記錄下完成該工序的時間;
在每個工序的開始和結束時,工序的負責人先在每個工位的讀卡器上將自己的IC卡刷取,再將產品上的電子標簽在讀卡器上刷取,表示該產品的該工序是由該IC卡對應的負責人完成的,明確責任;
在該工序上開始刷取的時候開始計時,結束時結束計時,記錄下該工序所用的時間,這樣在一段時間內能統計完成生產的產品數量,并在上位機服務器或者電子屏幕上輸出顯示;
產品在最后檢測過程中,檢測出哪個地方出了問題,直接查找對應的工序,找到相關的工序負責人,完成返工;產品在完成生產并且檢驗合格后,拆卸下產品上的標簽,將標簽的數據初始化,以備電子標簽重復使用。
3. 2. 3 員工定位軌跡記錄
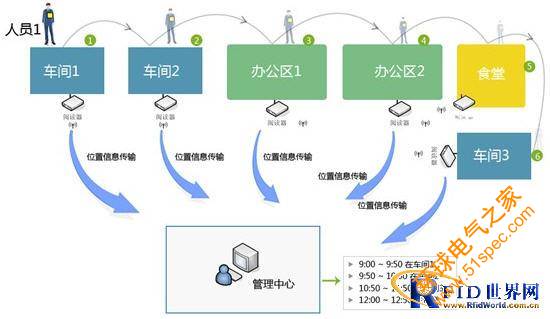
員工粗略定位軌跡:是通過安裝在不同位置的讀寫器,來讀取員工的電子標簽卡,進而判斷員工現在所處的位置;并可根據員工出入不同的位置地點,描述出員工的移動過的軌跡。
員工精確定位軌跡:根據讀卡器信號強弱進行區域性定位,設定一定的信號覆蓋 半徑(如10~200米),對該半徑區域內人員進出進行定位。讀寫器根據系統后臺所設定的時間,每隔一段時間就讀取一次員工標簽,定位每個工人在生產車間活動的區域。根據定位間隔,描繪出每個員工實時的行動軌跡。
管理系統中可提前設置數據庫,數據庫中可以錄入每個員工的詳細工作信息:像 員工ID號、員工姓名、工種、應工作區域是**廠區**組**號生產線、班組負責人姓名、等等信息。
當員工佩戴標簽卡進入每個廠區時,廠區門入口上的讀寫器就會讀取員工卡,將員工的ID號與數據庫中的信息對比,若該員工的工作區域確實在該廠區,則系統正常放行,并記錄保存員工入場的具體時間。當員工出廠區時,廠區門出口上的讀寫器讀取到員工卡,系統會自動的記錄員工出廠的具體時間。若員工由廠區出來去辦公區域,則辦公區的讀寫器同樣會記錄員工的進出記錄。
系統會自動的生成每個員工的行動軌跡,同時會列舉出:員工在每個廠區或辦公區的進出次數,停留時間,在廠區內的行走軌跡,等等的信息。
進而判斷每個員工的工作效率。若是一線生產員工,根據他的崗位職責是在廠區內生產,那離開廠區的次數和在廠區停留的時間就是對他的考核標準;若是管理層的人員,根據他的崗位職責是在辦公區辦公、或走動式管理,那么在廠區、辦公區的進出次數和停留時間就是對他的考核標準。
如果想查詢哪個員工的行動軌跡,在系統管理機上就可以查詢。
3. 3 員工標簽卡與工卡的組合
電子錢包:員工標簽卡可整合無源的IC卡功能,,卡內存儲:員工的基本信息、儲值功能、刷卡消費功能,同時可根據工廠原工卡的功能設計,實現與原工卡的兼容。
硬件的配合:員工標簽卡與原工卡的硬件組合有兩種方式:1、可將原工卡內置在員工標簽卡中,即需要在員工標簽卡中重新設計增加無源13.56MHZ卡,需要硬件上修改,要定制。
2、鑒于將原工卡與標簽卡尺寸相同,可用強力背膠黏貼在標簽卡上,亦可實現雙卡的配合使用。
1
下一篇: PLC、DCS、FCS三大控
上一篇: 非接觸式手掌靜脈識別


